How Venturi Orifice Works
The ECOFLOW Venturi orifice steam trap, from EBE Engineering, is the most advanced Venturi orifice steam trap on the market today.
The fully flanged cast housing was designed, developed and refined using 3D modelling and casting simulation software. From these designs we have produced a Venturi steam trap to meet the rigorous requirements of today’s steam plant users.
Developed on a modular concept, the ECOFLOW steam trap encompasses a wide range of capacities, from minimal condensate flow requirements on line drainage and trace heating systems, through to the high flow volumes and variable loads of process heating applications.
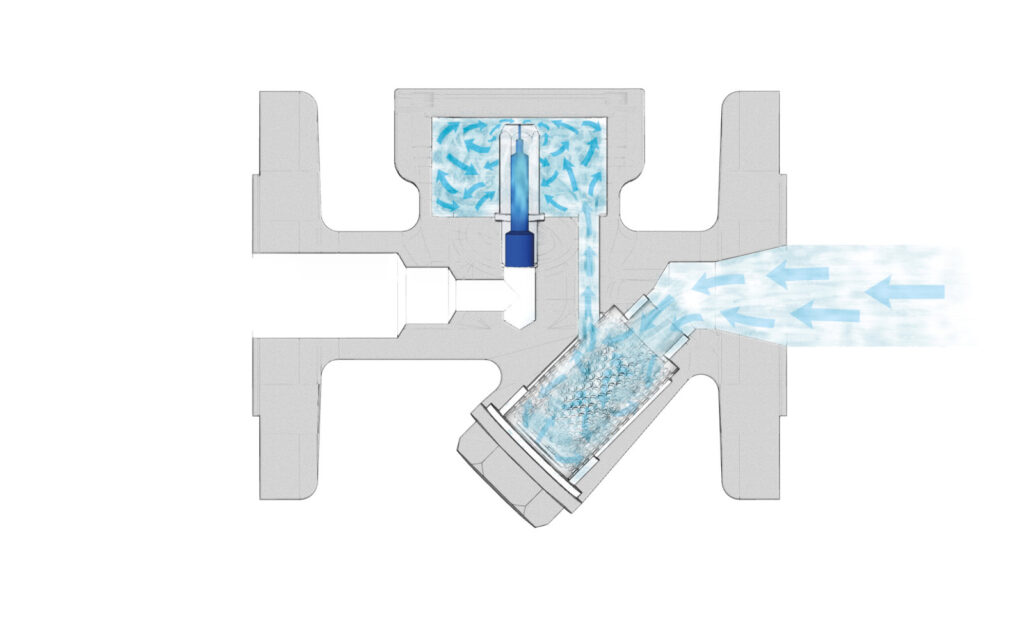
Prior to explaining the principle of operation of the Venturi orifice steam trap, it is important to understand two fundamental differences compared to conventional mechanical traps.
- Condensate from the Venturi steam trap is discharged continuously.
- There is no physical seal in the trap as it has no mechanical action.